发布时间:2022-12-27 09: 35: 19
本文将为大家分享一篇来自海外的案例研究报告,作者Frank J. Esposto 博士,通过他的分享能帮助理解Minitab是如何改进企业运营并提升收入。

USC咨询集团(USCCG)是一家总部位于佛罗里达州坦帕市的运营管理咨询公司,约有200名雇员,擅长过程改进的相关工作。
50 多年的时间里,USC 咨询集团 (USCCG) 始终致力于推进卓越运营,以改善企业财务状况并提供真正价值为己任。
USCCG 能够跨整个供应链改进过程和运营,从而协助各公司发挥最大潜能。
在 USCCG 为其客户解决问题的过程中,Minitab 的解决方案发挥了至关重要的作用;这些解决方案仍将作为关键因素,让客户能够保持最佳运营状态。
若您从事的是填充包装业务,您应该明白填充过程控制的重要性。填充过量无异于直接向客户撒钱,若企业运营规模庞大,每年增加的成本将多达几十万美元。然而,另一方面,因填充不足招致的罚款及名誉受损只会导致企业付出更大代价。
对于填充包装来说,首要条件就是符合政府对包装消费品净含量声明的法规规定。简单来说,单位填充重量必须超过最大允许方差 (MAV) 所指定的最低值。平均填充重量必须大于或等于标签声明,绝对不可以低于声明的值。
目前,许多公司认为填充过量是避免监管罚款及维持客户忠诚度的唯一方法。因此,他们的目标是尽可能地接近声明的包装重量,避免填充不足的情况。这个目标看起来极为明智,然而,许多公司却做不到。问题出在哪里?这些公司没有充分认清自身的过程能力?这些公司尚未采用正确的工具与技术(例如,精益、六西格玛)或工艺来协助减少变异及控制过程?也许,问题就出在执行上。答案就在上述部分或全部猜想之中。
若能够将填充重量变异控制在最小程度,同时执行统计建模,则大笔资金就能够重新转为利润。Minitab 提供的精选解决方案,可优化填充重量,已协助不同行业的客户减少填充过量并省下数百万美元。
USCCG 利用统计方法对一家糖果制造商巨头的软糖豆填充重量进行分析后,他们确定,每 SKU 的实际平均填充重量比标签声明的重量超出 7% 之多。然而,只关注平均值会产生极大的误导,因为填充重量的变异让企业根本没有机会来弥补填充过量。
观察填充过程之后,USCCG 还发现操作员被动响应填充重量评估反馈并干涉过程,既没有理解填充量变异的真正根源,也未采取永久性纠正措施。这样也导致了与填充重量变异有关的过程高度变异。知道何时让过程运行而非对填充重量进行调整,这一点至关重要。因此,迫切需要依每条生产线和每个产品绘制统计过程控制 (SPC) 图表。
参照声明的标签重量和最大允许方差 (MAV),使用 Minitab Statistical Software 依每条生产线和每 SKU 先检查过程的整体能力。结果显示,这个过程很容易导致填充过量。 在 USCCG 的指导之下,该制造商通过 Xbar/R 控制图,得以将变异和填充过量降至最低。
下方图 1 是一个示例,显示了为标签声明 2268g 的软糖豆包装填充重量的整体能力。按照 MAV 的标准,最低规格限为 2205g。Johnson 变换用于变换数据,以拟合正态分布。
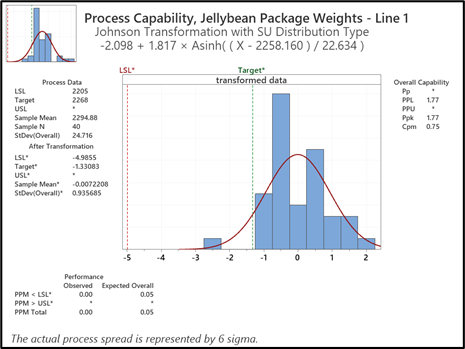
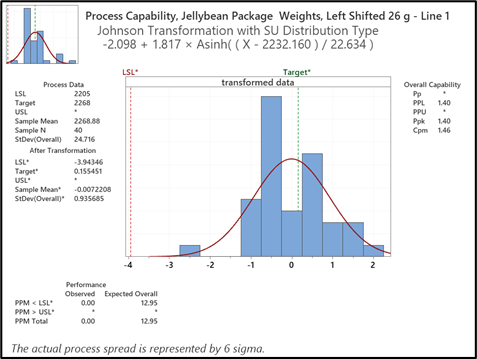
如图 1 所示,平均填充重量 2294.8g 比标签声明重 26g,且预期低于 LSL 的总单位数量很少。其他建模(图 2)表明,若减少 26g 填充重量,可让平均填充重量变为 2268.88g。此外,Cpm 从 0.75 增加到 1.46。此处,模型再次显示了低于 LSL 的单元很少。应该注意的是,所有过程生产线都拥有检验对照功能和剔除机制,以确保低于 MAV 的包装产品不会发运。
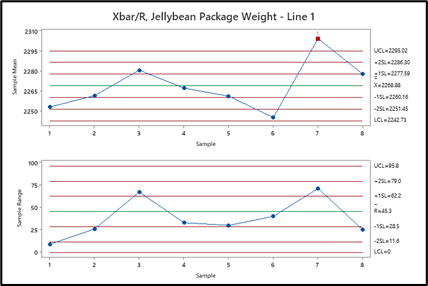
由于平均包装重量符合标签声明及模型所预测的最低 MAV 单位,因此生产线内部检验对照时大约会剔除 13g,这样就能同时符合政府针对标签声明的两项法规。USCCG 现在能够创建一个 Xbar/R 控制图(图 3)并将这些控制限用作起点。这样不仅可协助维护整体能力模型预估的中心线,还可以进一步减少重量变异。这样会反过来进一步减少或消除 MAV 单位。
在减少填充过量与因 MAV 不符导致的拒收之间,许多企业都在平衡取舍。例如,如果能力模型中显示的中心线产生大量 MAV 不符(多数填充操作不接受),则不得不将平均值(中心线)调高以减少 MAV 拒收的数量。折衷办法就是增加填充过量以减少返工情况,即,拆开拒收的包装并让材料回归价值流之中。关键在于使用 Xbar/R 控制图来减少填充重量变异、维护中心线并避免因单位拒收导致的返工。
预估的中心线和控制限不应视为绝对值,且需要在实践中加以检验。因此,应通过 4 个主要步骤实施控制图:
1.若不够了解,请确定输入和输出之间的关系,从而确保对过程调整的效果有透彻了解。如此,面对失控的过程,操作员就能够有效作出反应并快速确定过程的中心。这个步骤还有助于对预估的控制限进行定性。
2.使用控制图检验规则 - 西电规则和步骤 1 中确立的关系,以验证过程可控且填充重量平均值(中心线)已达成。
3.部署之前,为操作员和必要员工提供培训,让其了解控制图的益处和使用方法。建议在绘制图表期间,对过程线上操作员进行培训和指导。此外,创建每日图表评估过程以确保:(1) 图表的使用方式正确无误;(2) 图表中心线已达成;(3) MAV 不符出现次数为零或降至最低;以及 (4) 识别特殊原因并采取纠正措施。
4.定期评估变异是否降低,以及是否需要重新计算控制限。持续执行整体能力分析将有助于确立新的中心线。
需要说明的是,尽管应用功能分析方法和统计过程控制能在很大程度上协助减少填充过量,但完整的解决方案不止于此。为发挥整体优势,精益工具、技术和方法也该应用于协助改进材料的连续流动,增加设备正常运行时间并缩短切换时间。共同作用之下,企业便可节约大量材料成本并提高生产量。
数字就是强有力的证据:包装糖果填充过量的情况至少减少 50%,每年省下的材料的价值就超过 120 万美元。这是多么诱人的成果!
Frank J. Esposto 博士主管 USCCG 的质量实践,在公司工作超过 18 年。作为资深质量总监和精益六西格玛资深黑带,Esposto 博士负责为背景各异的 USCCG 客户群组织和举办精益/六西格玛互动活动。通过定制及交付可解决难题的解决方案和方法、各类可解决难题的培训,或者为缺少内部核心技能的客户解决具体问题,他与不同行业的客户携手合作解决生产率/质量问题。此外,针对结合了精益实施六西格玛计划的许多行业,Esposto 博士也提供黑带和绿带培训。
展开阅读全文
︾
Copyright © 2025 Minitab 苏州思杰马克丁软件有限公司 经营许可证编号:苏B1.B2-20150228 | 证照信息 | 特聘法律顾问:江苏政纬律师事务所 宋红波





